
100V溶接機でDIY 何が溶接出来る?溶接機を購入したいけど使えるのか心配?
最近増えてきた家庭用溶接機ですが、どれくらいの能力が有るのでしょう?
溶接機の選定と特徴について調べてみました。
日常生活で金属の製品を使う機会がたくさんあると思います。
金属製品の耐久性は優れていますが、
いざ壊れると 修復が難しく ちょっと直せれば使えるのに
泣く泣く粗大ごみに行ってしまう事ってありませんか?
例えば、鍋の取っ手がとれたとか、、、
そんなとき簡単に対応できるのが家庭用溶接機です。
そもそも溶接とは?
めっちゃハードル高いのですけど、、、
それじゃあ 家庭用溶接機買えないじゃん!って
思われている方もいらっしゃると思います。
でも、少し溶接を理解することで工法を取り込みやすくなりますし
記事を読み終わったころには、溶接のイメージが出来上がっていると思います。

それでは溶接について簡単に説明していきましょう。
溶接の種類は?
溶接方法の種類には、
アーク溶接・エレクトロスラグ溶接・電子ビーム溶接・レーザー溶接・プラズマ溶接・ガス溶接
の6種類が有り、 一般的に使われているのが、アーク溶接とガス溶接です。
アーク溶接の中でも 手アーク溶接・半自動アーク溶接・自動溶接の3種類に分類され、
手アーク溶接に 被覆アーク溶接とTIG溶接 半自動溶接に
ソリッドワイヤーとフラックス入りの2種に分かれています。
[ads][/ads]
溶接の種類や方法を選定するには?
溶接を行うには条件設定が必要です。
溶接材料の材質・継手形状(溶接方法の選定)・材料厚さ(溶接機の能力)
材料の大きさ・材質にも影響されますが、溶接機で電源が決まります
どこで、どのような方法で溶接を行うかで、必要な物が変わってきます。
と言っても 家庭用溶接機を使う と限定されてくると、条件幅はかなり決まってきます。
電源は既に100Vが主流で、
200Vに対応されている家でも 50A程度が最大で使用できる環境ではないでしょうか?
そうなると、溶接機の大きさと溶接方法・溶接材料の大きさが決まってきます。
そして、販売されている機械もほぼ限定されてきます。
家庭用として販売されている溶接機種類は?
被覆アーク溶接機と半自動溶接機(セルフシールドアーク溶接、いわゆるノンガス) の2種類で、
被覆アーク溶接機でも、直流と交流式の2方法が有ります。
| 項目 | 交流アーク溶接 | 直流アーク溶接 | 半自動溶接 |
| 電撃の危険性(感電) | 高い | 低い | 低い |
| アークの安定性 | やや劣る | 良好 | 良好 |
| 極性の選択 | 困難 | 容易 | 容易 |
| 溶接作業の連続性 | 短い | 短い | 長い |
| 機械構造 | 簡単 | 複雑 | 複雑 |
| 保守管理 | 簡単 | ややめんどう | めんどう |
| 価格 | 安価 | 高価 | 高価 |

* 入力電圧(V) 100
* 出力電流(A) 40
* 適合溶接棒(mm) 低電圧用Φ1.4、Φ1.6(軟鋼 B-1、ステンレス S-1)
* 付属品
手持遮光面(カバー・フィルタープレート付)、サンプル溶接棒(鉄用Φ1.6×3本) 質量(kg) 6
* 電源コード(m) 1.8(直付) 外形寸法(奥行D×幅W×高さH)(mm) 220×120×220
* 定格使用率(%) 20
* 使用率(%) 20
* 定格入力電流(A) 15
* 内容量 1台
所見 ブレーカーは30A有れば十分ですが使用率10%なので1分溶接に9分休みは 溶接材料にもよりますが、能力上限いっぱいの材料だとほとんど点付けに近い溶接に なってしまうかもしれませんね。

* 定格周波数(Hz)50/60兼用 出力電圧(V)23.2
* 定格入力電圧(V)AC100
* 定格出力電流(A)80 使用率(%)20
* 適合溶接棒(mm)1.4~2.6
* 定格入力電流(A)30
* 出力電流範囲(A)DC10-80 定格入力容量(kVA)3
所見 ブレーカは35A以上が必要みたいです。2分溶接に8分休みですが80Aの出力有りますのでそこそこの溶接が可能みたいです。

用途トーチスィッチを握ると通電する安全設計、アークのご発生を防止します。
* 定格周波数(Hz)50/60兼用
* 定格入力電圧(V)AC100
* 定格出力電流(A)80 使用率(%)35
* 電源コード(m)2 適合ワイヤ径(Φmm)0.8
* 定格入力電流(A)24.4
* 出力電流範囲(A)DC30~80
* 無負荷電圧(V)19.5 定格入力容量(kVA)2.44
所見 ブレーカ30A程度で 定格使用率も35%と多く 出力も80Aと高いので効率の良い溶接機であることが窺えます。アーク溶接機の性能検討項目
アーク溶接機の定格使用率とは
溶接機には使用率を定め、それに伴い一定時間で電源がカットされる仕組みが
組み込まれています。
この仕組みで故障を防いでいますが、それを表す表示が定格使用率です。
この表示は10分間のうち何%の使用率で安全に使えるかを示しています。
使用率とは、休止時間込みの全時間中の通電時間を表したものです。
数値は%で表示します。
1回の通電と休止時間の周期を指し、
アーク溶接機の場合、10分間周期とするのが一般的です。
つまり、使用率が30%だとすると、10分間中3分間が定格電流として利用可能となり、
7分間は休止となります。
溶接機を使用する全時間と通電時間を利用し次のような使用率が計算できます。
使用率=全時間÷通電時間×100(%)
たとえば溶接機の標記に、定格出力80A、定格使用率30%と記載されていたとします。
この場合10分間に3分間だけ80Aで使用できることを意味します。
さらに7分間は休止しなければならないということになります。
定格入力電流とは?
家のブレーカを確認してみましょう
被覆アーク溶接の作業条件から、溶接能力を逆算するために ブレーカーを確認してみましょう。
100V電源で使う溶接棒のサイズは1.4~1.6mmが推奨されています。
一般的な家庭用コンセントは15A仕様なので、2.0mm以上の溶接棒を使用うことで、
コンセントやケーブルの許容電力を超えてしまう場合があり危険です。
溶接機を使う場合、コンセントから中のケーブルまで変更の可能性が有ります。
ここは、重要な所ですのでしっかり確認が必要です。
| 溶接棒径 | 1.0~1.2㎜ | 1.4~1.6㎜ | 2.0㎜ | 2.6㎜ | 3.0㎜ |
| 入力電流(A) | 6~9A | 8~20A | 20~22A | 24~32A (200V) | 32A (200V) |
| 接合板厚 | 0.8~1.2 | 1.2~2.0 | 2.0~3.0 | 3.0~5.0 | 4.0~6.0 |
上記表より、家庭用アーク溶接機で標準的に溶接が可能な板厚は、
通常溶接可能な板は、2.0t以下の板厚となり30A程度のブレーカが
必要条件となる事がわかります。
各家庭のブレーカ条件で、機械や溶接可能な板厚さが変わります。
[ads][/ads]
どんな材料をどのように溶接するのかを検討しましょう!
金属の溶接条件として挙げられるのが、材質に適した溶接方法です。
材料の大きさや厚さで溶接機の容量・出力が決まり、
その機械の能力で 必要電源の電力が決まります。
更に、溶接継手の形状で溶接方法の向き不向きが決まってきます。
既に、一般家庭用溶接機の溶接条件として、
使える機械と板厚が2.0t以下ぐらいの材料と大雑把ですが条件が出ていますので
残る検討項目は、溶接材料の材質と継手形状が検討項目となります。
溶接可能な材質は?
被覆アーク溶接・半自動溶接ともに、
SS400(軟鉄)やステンレスの溶接を行うことは 問題ありません。
但し、どちらも溶接棒・溶接ワイヤーを適合材質に変更しなければなりません。
[ads][/ads]
溶接用溶加材の種類と取り扱い
溶接棒
鉄用溶接棒

ステンレス用溶接棒
溶接ワイヤ
鉄用溶接ワイヤー

ステンレス用溶接ワイヤー

* 溶接棒は、湿気を含むと溶接時にスパークしなくなり、加工物にくっつきます。
そんな時は、棒を温めて乾燥させてから使用してください。
* 溶接ワイヤも湿気に弱く、錆が出たりします。
錆びは、送給装置に悪影響を及ぼしますので、錆びた部分をカットして使うなり 工夫が必要です。
溶接可能な継手形状は?
溶接工法でつなげる部分を継手と言い、
そのつなげ方(隅肉溶接・突き合わせ溶接 等)が形状となります。
総じてその部分を溶接継手と称します。
なぜ継手形状が溶接方法で重要なのか?
溶接は、溶接方法ごとに接合部分の材料の表面を溶かし溶加材と融合させ接合する 方法と、
材料そのものを溶かし融合させる方法が有ります。
被覆アーク溶接や半自動溶接は、
材料の表面を溶かし溶加材と融合させる方法になりますので 溶接継手の形状で、
溶接強度の確保が難しくなるものも有ります。
参考資料 被覆アーク溶接・半自動溶接ともに、継手形状のによる加工可否は下図によります。
引用元:社団法人 日本溶接協会 平成8年11月1日 初版1版発行 新版 溶接実務入門 161ページ
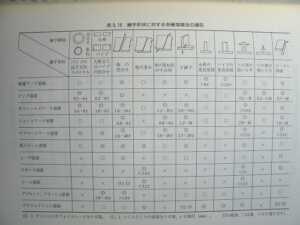
この継手適否表より
被覆アーク溶接と半自動溶接はおおむね全ての溶接継手に適合している事が 窺えます。
〇や◎の標記です。
但し、適正な条件下における溶接データによるものですので、
家庭用溶接機で作業したもの全てが適合しているという事ではありません。

溶接環境はどの様な環境?
溶接の環境は、作業環境と安全衛生環境を考えなければなりません。
溶接作業環境
* テーブルの上で溶接を行うのであれば、天板が金属製のテーブルが必要です。
* 溶接物が大きい物であれば、直にアースを溶接物に接触させれば良いです。
また、溶かした金属が細かく飛散するので
床は、土間・コンクリート若しくは 不燃材の床が良いです。
壁も防炎シートなどを張るのが良いと思われます。
安全衛生環境
* 家庭用アーク溶接機の被覆アーク溶接機やノンガス半自動溶接機は、
溶接時に溶融金属を 大気に触れさせないように溶接しなければならない為、
被覆材を溶接棒に仕込んであり
溶接熱で被覆材も一緒に溶かし溶融金属を覆う仕組みで溶接を行っています。
したがって、その被覆材が溶ける時に発生する高温蒸気が大気に冷やされ固体の微粒子となり
一般的にヒュームと呼ばれる煙が発生します。
その煙は、溶かした金属の粒子も含まれている為、防塵マスクの着用が必須です。

* アーク溶接時 強い光を発生させますので遮光面が必要です。
自動面が使い勝手が良いです。
但し、顔全体を覆うため大きな防塵マスクが使用できません。

* スパッタという溶融金属を飛び散らかしますので革手・皮前掛け着用です。

* 感電防止の為ゴム製安全靴も必要になります。

まとめ
溶接機導入のイメージが湧いてきたでしょうか?
溶接作業は、機械購入と同時に周りの設備や作業環境を整えないとなかなか難しいです。
家庭で、パパッと溶接が出来ると様々な事が可能になります。
少しずつ環境を整えて溶接に挑戦してみてください。
では(^^)/ もう一記事関連記事いかがでしょうか?