
2馬力船外機プロペラバランスの調整 DIY
船外機プロペラの羽根の根元の段差が気になりませんか?

赤丸の羽の根元、、

この段差は羽の強度確保の為なのか?プロペラ製造上必要な部分なのか?
さて?
削り取る事で何か変化が有れば良いのですが、、、
回転の中心付近なので、削り落としても効率化等の影響は無いと思われます、、、
キャビテーションは羽の先端に発生するので全く関係無いし、、、、
加工にコストを掛けても得るパフォーマンスが少ないのは想像に難くない!
でも、、、気になる~~~~(-_-メ)
美しくない!
ってことで削りましょう(^^)/
研削
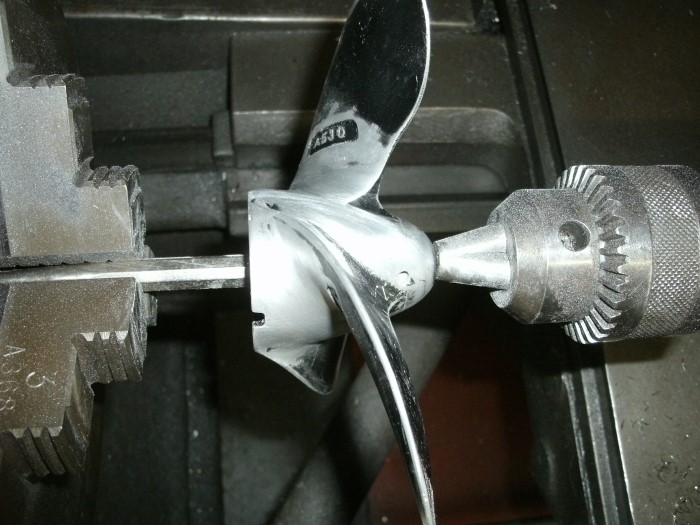
旋盤のツメに軸を掴んで、プロペラを差し込みチャックで押さえます。
やすりとサンドペーパーを使い 手仕上げで段差を研削します。
羽の根元は強度が必要なので表と裏のRが同じようなRになるよう合わせる形で削ります。
アルミ製なので簡単に削り落とせます。(^^)/
流線形の綺麗なプロペラスピナーに加工することが出来ました。
さて問題はここからです!
2馬力船外機のプロペラと言えど、プロペラの回転は約3000回転以上で回りますので
重量バランスが悪いと異常振動や軸受けの偏摩耗に繋がり
最悪、プロペラの破損やギヤの破損になりますので重量バランスを正確に出さないと使えません!
バランスのとり方
プロペラのバランスは研磨機の砥石のバランス調整と同じ方法で行います。
先ずは、3x100x73x300LのCチャンネルのリブ先端の凹凸を
定盤上にサンドペーパーを敷き、すり合わせして除去します。
CチャンのX、Y方向の傾斜を0に調整します。

台の調整後、プロペラの軸に挿入するシャフトの曲がりが無い事を確認します。
このシャフトは、SUS304φ10x300Lのミガキ丸棒で、プロペラに差し込み片持ちで転がりを見るため
少々重めのシャフトです。

シャフトに曲がり(への字)が有れば同じ位置に転がりが止まります。
軸の曲がりが無い事が確認出来たらプロペラに軸を差し込んで台の上で転がします。

この確認動作に時間が掛かります、、、、、(-_-;)
研削が手作業なので重量が偏っているのでしょう、、、、、
定位置に停止しないようになるまでに研削と転がり確認の繰り返しを数十回、、、、
羽は触れないので、
羽の根元の形状を整えながら重量が重い所を外観の形状変化の具合を見て削るので
時間が掛かります、、、凹凸は手触りで整えます。
流線形のつながりはイメージで、、、、
3時間かけてようやく研削終了です。、、、、(´;ω;`)ウッ…
研削後はペイントです。

段が無くなり綺麗なプロペラが出来上がりました。(^^♪
まとめ
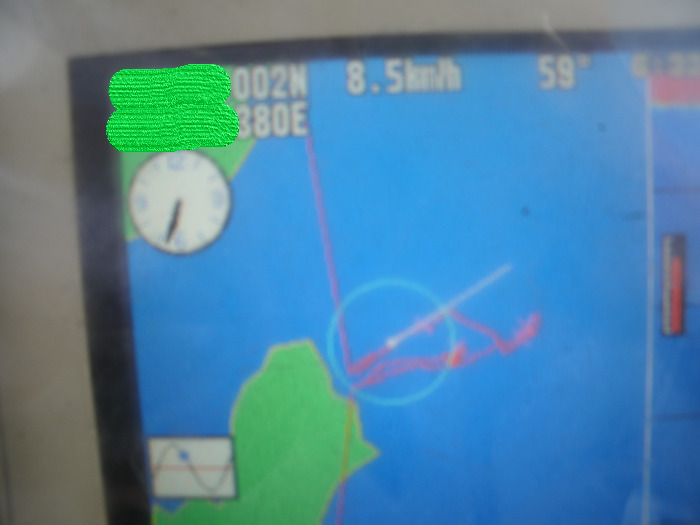
完成後に2回出航し、状況を確認しましたが
残念ながら変化を感じるほどの効果は有りませんでした、、、、(;_;)
まあ、想定内でしたが、、、
GPS読み速度で8.5キロ(2名乗船)平均でした。
効果を強いて上げれば、 軽量化の影響なのかアクセルの反応が良くなった気がします。
また、回転バランスが良くなった事で、振動が軽減されたという事なのでしょうか
ハンドルから伝わる振動がかなり少ないです。
素人加工で加工したプロペラですが
全開走行で3~4キロ走行してもプロペラに異常が無かった事が何よりです。(^^♪
最後までお付き合い下さいましてありがとうございます。
では(^^♪