
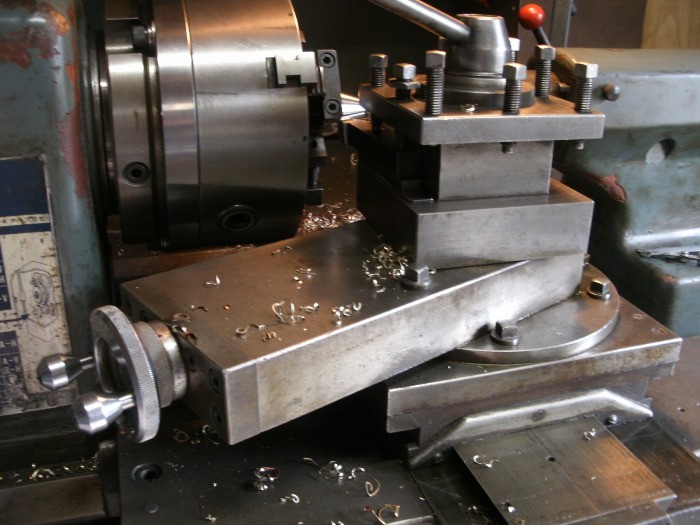
SUS316L丸棒から、CRの削りだし。7割がスクラップ、、、
最近多く受注するのがSUS316LのCR(コンセントレジューサー)という配管部品
仕事が忙しくて ブログ更新もなかなか進まず、、、、
大好きなゴルフも行けず、、、
贅沢な愚痴に反省しながら、少量多品種の加工を普通旋盤で加工しています。
この加工 通常はNC旋盤での加工なのですが、加工数量がまとまらないのか、
海外発注品が納期遅延で 急場しのぎの少量発注なのか、最近ちょくちょく入ってきます。
しかも、、、、NC旋盤で作る単価で仕切って、、、、
家は普通旋盤なんじゃ~、、、単価上げろ~っと言いたいのですが
長年のお付き合いという事で、、、ぶつぶつ、、
イザ加工しだすと 超難解な物ほど気合を入れてしまうという どエムの性が、、、
結局作っちゃってます、、、
ブログの更新もなかなか出来てないので
今回は、仕事の記事を書いてみました。

そもそもSUS316Lって何?
SUS316Lとは、オーステナイト系ステンレス鋼の材質の1つの種類になります。
皆さんもご存じのステンレスという材料には
大きく分けて
フェライト系・オーステナイト系・マルテンサイト系・オーステナイトフェライト系・析出硬化型
の5種類があり
その中のオーステナイト系ステンレスの中にSUS304・SUS304L・SUS316・SUS316L等
の沢山の材質(三十数種類)が有り、その中の一つがSUS316Lという鋼種となります。
ステンレスってそんなに種類があるの?
沢山有るんです。
基本的にステンレスとは鉄にクロムを混ぜたものを言い、さらにニッケルやモリブデン等を
配合してさらに耐食性や比強度を上げ、5類に作り分けして用途によって使い分けされています。
日常生活にも浸透していますので意外とステンレスと気付かずに使っている物も沢山ありますね
一般的にステンレスって錆びなくて、磁石にくっ付かない金属と思われている方が殆どだと思いますが
実は、錆びないのではなく、錆びにくいだけで錆びますし、
磁石にくっ付かないのはオーステナイト系ステンレスの鋼種のみで、他のステンレスは磁石にくっ付きます。
JISでオーステナイト系のステンレスは非磁性体と定義されています。
意外と知られていないのがオーステナイト系のステンレスの中でも
SUS304系は、加工硬化させると磁石にくっ付くんですね~
車の部品(マフラー)や、包丁、ハサミ、ノギス等の測定器具等 殆どがフェライト系ステンレスです
磁石にくっ付きますが錆びにくいですよね。
では、一般的に言われている磁石がくっ付かないステンレスのオーステナイト系ステンレス
はどのような物に使われているのでしょう?
ステンレスの中でも耐食性(ニッケルやモリブデンを配合)が高く高級鋼の部類ですので
主に接液部に使われ、食品・化粧品・医薬品・半導体等の製造設備に多く使われているので
一般にお目にかかる事は少ない鋼種となります。
ステンレスは削りにくい?
前述の様にステンレスは、鉄にクロムを配合した金属になりますので
比強度は鉄の2~3倍あると言われています
したがって 切削加工や塑性加工を行うときは加工対象物の特性をよく加味して
加工条件を決める事が必要です。
一般的に言われている事は、鉄を削るより削りにくいのがステンレス鋼です。
特に、ニッケルやモリブデンを多く配合した鋼種は、
加工硬化しやすく材料自体が粘り気があり靭性も高いので構成刃先が出来やすい為
刃物の材質・形状選定や切削条件を鉄と比較して大きく変える事が必要になります。
| 鋼種 | 鉄 | フェライト系ステンレス | オーステナイト系ステンレス | ||
| 切削速度 | 基準1として | > | 0.7 | > | 0.5 |
| 送り量 | 基準1として | < | 1.2 | < | 1.5 |
ステンレス鋼の切削のポイント(イメージ)は
鉄と比較すると、切削速度を落として 送りを多くするのが一般的な切削イメージです。
バイトで切削する事で切削面の加工硬化が発生しますので、その硬化部分の先の影響のない部分に
刃先をいれて削るイメージで送り量を設定します。
切くずは流れ型に出てきやすく、加工材料に巻き付き傷を付けるなどの問題が発生しますので
粗削りと仕上げ削りの切削条件を変え、仕上げ削りでは刃物の材質形状を変えて
流れ型のキリコが出ても巻き付かない状態に排出する
刃物で行うのが良い仕上げに繋がるポイントです。
CR(コンセントレジューサー)とは?
ゴルフクラブのソケットと同じ形状の配管部品です。
パイプ径の違うパイプを同軸心上に繋ぐ部品になります。
他にエキセントリックレジューサーと言って、両端部の径の芯が、片側の外径面に
ずらしたものも有ります。

CRの切削ポイントは?
一番難しいのは、内面・外面ともにテーパー形状なので切削の周速がテーパーの方向で変わります
なので 本来なら切削速度を合わせるために周速がバイト位置で変化させなきゃならないですが
あいにく普通旋盤ですので 回転数は固定ですから
周速は大径側は早く、小口径側は遅くなります
手送りの切り込みで、切削速度を誤魔化すのが一番難しいです。
仕上げの良しあしは、テーパー部分の切り込み方の感覚が胆です。

まとめ
ステンレスの切削はKKDですね、、、(感と・経験と・度胸)
傷入れられないし、とにかく疲れる!
加工硬化しやすい材料なので バイトがいくつあっても足らないくらい
直ぐに 欠けるか、焼けてしまう材料です。
粗削りは、ハイスでゴリゴリ削り、仕上げはサーメットで0.5mmぐらいをサーっと仕上げる
感じかな?
切削で 切りくずの色が薄茶に変化するなら切削速度が速いので
色がつかない切削速度を見つけるのがポイントです。
SUS316Lφ50X53L の丸棒から、大径48.6 小径21.7 長さ50のCRを削りだすと
70%がスクラップ(切りくず)になりました、、、、、

最後まで読んで下さいましてありがとうございます。
では、(^^)/